🔧 Chiến lược mài bằng robot – Mài nhẵn đường hàn và mối hàn
Trong ứng dụng tự động hóa mài đường hàn, việc lựa chọn chiến lược lập trình đường chạy mài (toolpath) đóng vai trò cực kỳ quan trọng để đảm bảo chất lượng bề mặt, độ ổn định và tính lặp lại. Với robot 6 trục, có hai lựa chọn chính để lập trình đường mài:
✅ Option 1: Mài theo đường cong 2D (profile từ bản vẽ import)
- Đường hàn được thiết kế sẵn dưới dạng bản vẽ CAD (2D profile).
- Kỹ sư import trực tiếp profile này vào phần mềm lập trình robot.
- Yêu cầu: gá đặt chi tiết chính xác để profile trong bản vẽ trùng khớp tọa độ với hệ tọa độ robot (World coordination hoặc Workpiece coordination).
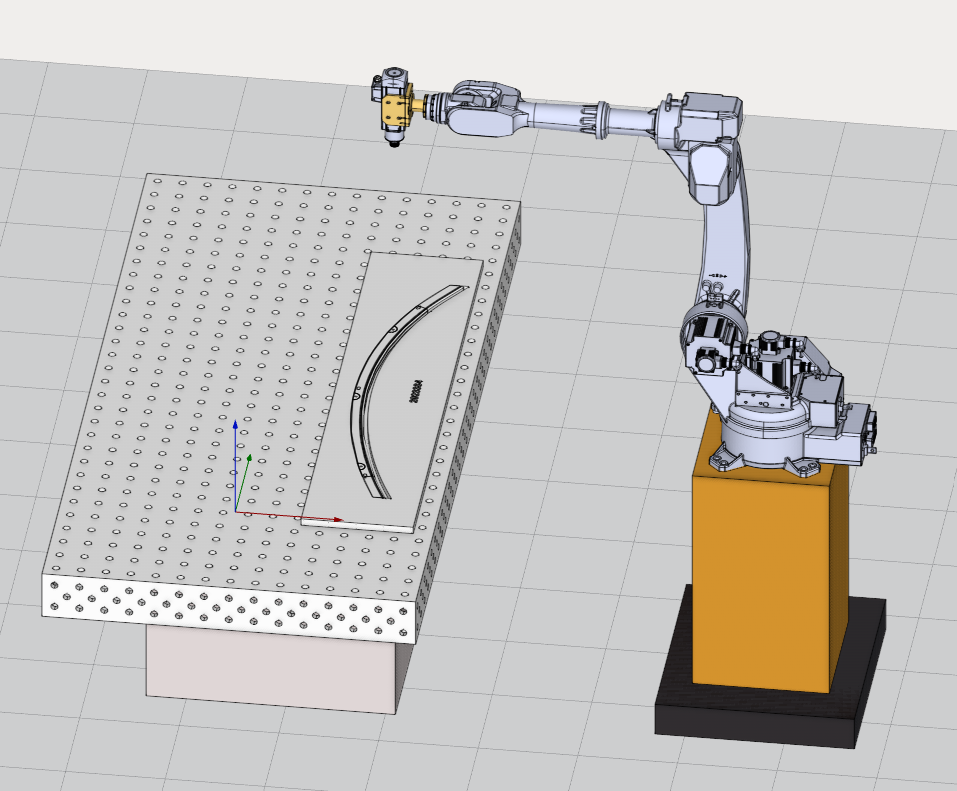
- Ưu điểm: nhanh, dễ lập trình, phù hợp khi đường hàn có hình dạng ổn định, lặp lại và nằm trên cùng một mặt phẳng.
- Nhược điểm: tính linh hoạt kém, khó áp dụng khi mối hàn thực tế không đồng nhất hoặc bị sai lệch so với bản vẽ lý tưởng.
✅ Option 2: Mài theo từng đoạn curve bằng cách bắt điểm (phương án thực tế)
Đây là phương án ứng dụng nhiều nhất trong thực tế, đặc biệt với các đường hàn không đồng đều, không nằm trên mặt phẳng 2D lý tưởng.
🔹 Quy trình thực hiện:
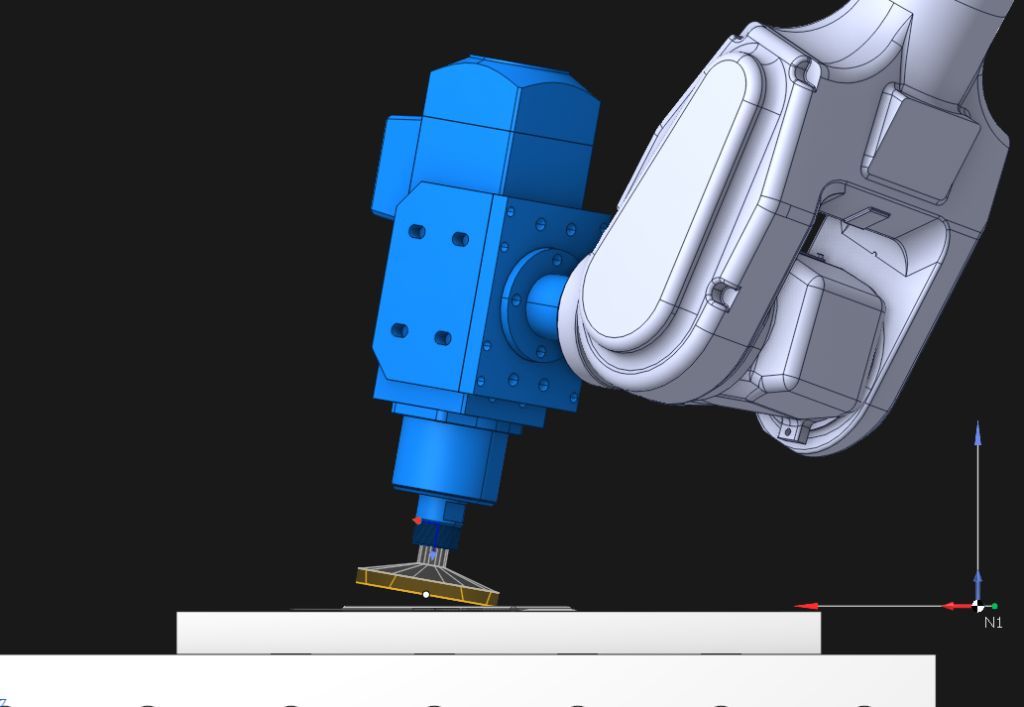
- Bắt điểm trên đường hàn thực tế:
- Chọn 13 điểm đặc trưng trên toàn bộ profile đường hàn. Ví dụ như hình

- 13 điểm này tạo thành 6 đoạn cong (3D curve) để robot có thể nội suy chính xác khi mài.
- Mỗi điểm bao gồm đầy đủ tọa độ X, Y, Z, A, B, C → đảm bảo robot không chỉ di chuyển đúng vị trí mà còn định hướng đúng góc nghiêng của đầu mài.
- Tạo chương trình con cho từng đoạn cong:
- Từ 13 điểm → kỹ sư lập trình tạo 6 chương trình con, mỗi chương trình tương ứng với một đoạn cong. Ví dụ bên dưới dạng G-code.
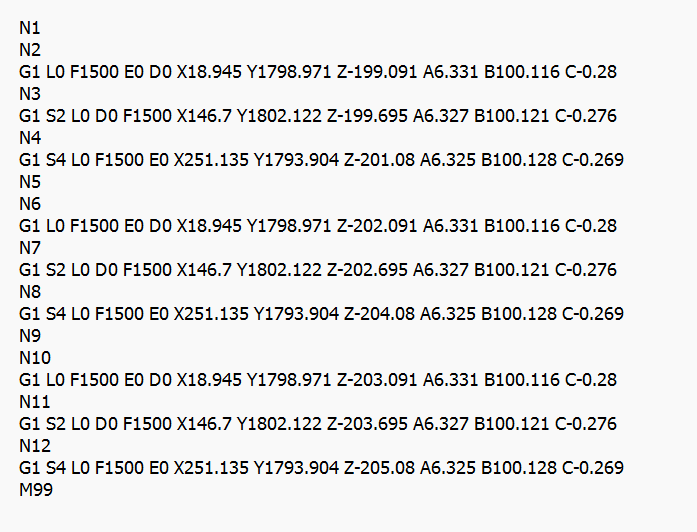
- Trong mỗi chương trình con, robot có thể chạy nhiều lớp mài (layer) với Z offset từ 0.25 mm đến tối đa 0.5 mm.

- Có thể chọn chạy toàn bộ chương trình con cho một lớp, hoặc chạy hết từng đoạn rồi quay lại mài lớp kế tiếp.
- Điểm đầu – cuối an toàn:
- Ngoài 13 điểm mài chính, cần thêm ít nhất 2 điểm an toàn (đầu và cuối).
- Điểm đầu: nâng trục Z lên trước khi robot tiếp cận.
- Điểm cuối: rút dao về vị trí an toàn ban đầu để tránh va chạm.
- Góc nghiêng (tilt angle) của đầu mài:
- Có thể thay đổi tùy theo giai đoạn mài:
- Mài thô: góc nghiêng lớn (15°) → tăng khả năng bóc tách vật liệu.
- Mài tinh: góc nhỏ hơn (10°).
- Có thể thay đổi tùy theo giai đoạn mài:
- Đánh bóng: góc nhỏ nhất (5°) → đảm bảo bề mặt mịn và đồng đều.
- Tốc độ mài – điều khiển linh hoạt:
- Tốc độ được khai báo qua một biến (Register) trong robot.
- Có thể cài đặt giá trị mặc định ngay từ đầu.
- Trong quá trình mài, người vận hành có thể thay đổi:
- Bằng núm MPG trên robot.
- Hoặc bằng cách điều chỉnh trực tiếp trên màn hình HMI.
- Chiến lược lớp mài (layer strategy):
- Chọn số lớp mài từ vị trí Z ban đầu như bản trên
- Các lớp tiếp theo giảm dần theo Z offset từ 0.25 mm đến 0.5 mm.
Nhờ đó, lực mài được phân bổ đều, tránh gây quá tải cho robot hoặc làm hỏng bề mặt chi tiết.
🎯 Kết luận
- Option 1 phù hợp khi chi tiết lặp lại, đường hàn có biên dạng chuẩn và ổn định.
- Option 2 mang tính thực tế cao, đặc biệt trong sản xuất khi mối hàn có sai số, biến dạng hoặc không đồng nhất.
- Với chiến lược Option 2, việc chia nhỏ profile thành nhiều điểm bắt (pick point), kết hợp nhiều lớp offset và điều chỉnh linh hoạt tốc độ – góc nghiêng, sẽ giúp đạt được bề mặt mài nhẵn, đồng nhất và tối ưu hóa tuổi thọ đầu mài.
Leave a Reply