Chào mừng bạn đến với bộ tài liệu hướng dẫn trực quan dành cho kỹ thuật viên và người học vận hành máy tiện CNC. Bài viết này sẽ dẫn dắt bạn đi qua lộ trình 3 bước chuyên sâu để làm chủ hệ điều khiển Siemens Sinumerik 808D thông qua trình giả lập Swansoft CNC Simulator:
- Bước 1: Thiết lập hệ thống: Cách cài đặt phần mềm chuẩn xác và khởi tạo máy từ trạng thái dừng khẩn cấp (Emergency Stop).
- Bước 2: Kỹ thuật vận hành thủ công: Cách sử dụng chế độ JOG và tay quay (Handwheel) để kiểm soát các trục X, Z một cách linh hoạt.
- Bước 3: Thiết lập tọa độ và Gia công: Quy trình lấy Offset dao, thiết lập gốc tọa độ phôi G54 và chỉnh sửa G-Code để bắt đầu chu trình gia công tự động (Cycle Start).
Với 30 hình ảnh minh họa thực tế, bạn sẽ dễ dàng nắm bắt các thao tác quan trọng, giúp tự tin hơn khi bước từ môi trường mô phỏng sang vận hành máy CNC thực tế tại nhà xưởng.
HƯỚNG DẪN CÀI ĐẶT VÀ KHỞI ĐỘNG PHẦN MỀM SWANSOFT CNC SIMULATOR
Giai đoạn 1: Cài đặt phần mềm
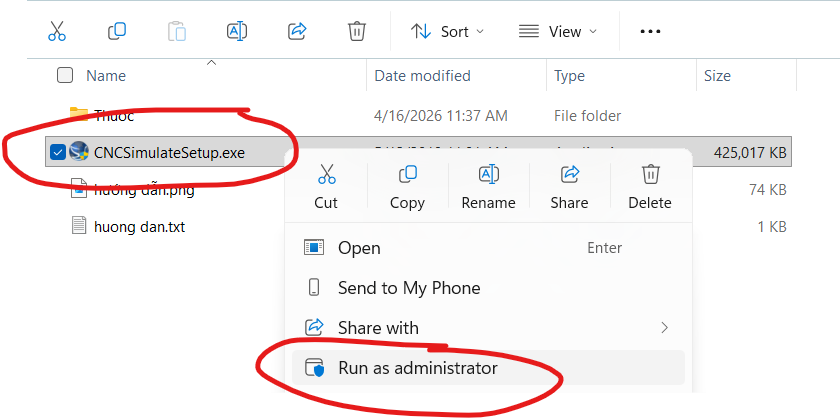
Bước 1: Chạy tệp cài đặt
- Tìm tệp có tên
CNCSimulateSetup.exetrong thư mục đã tải về. - Chuột phải vào tệp và chọn Run as administrator để đảm bảo quyền cài đặt cao nhất.
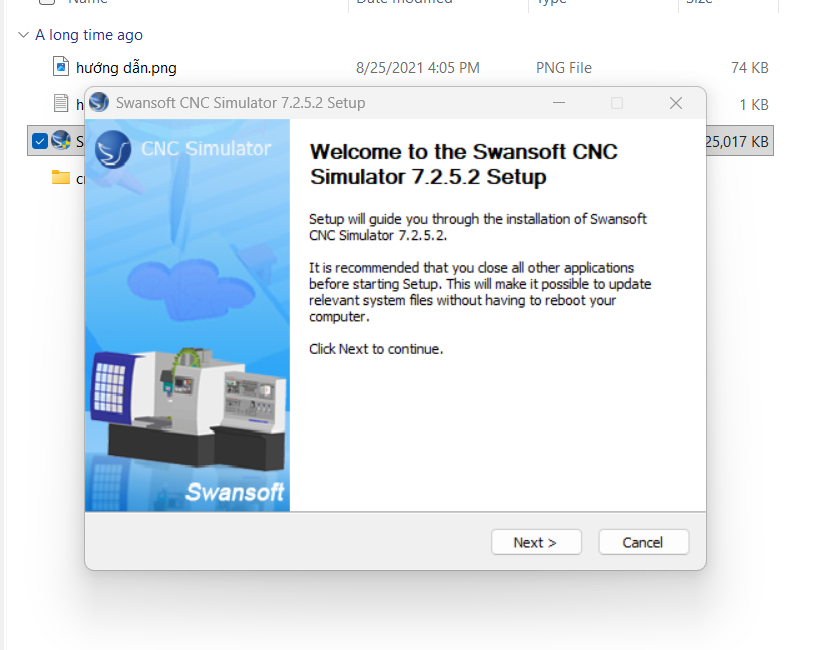
Bước 2: Bắt đầu quá trình thiết lập
- Cửa sổ chào mừng hiện ra, nhấn Next để tiếp tục.
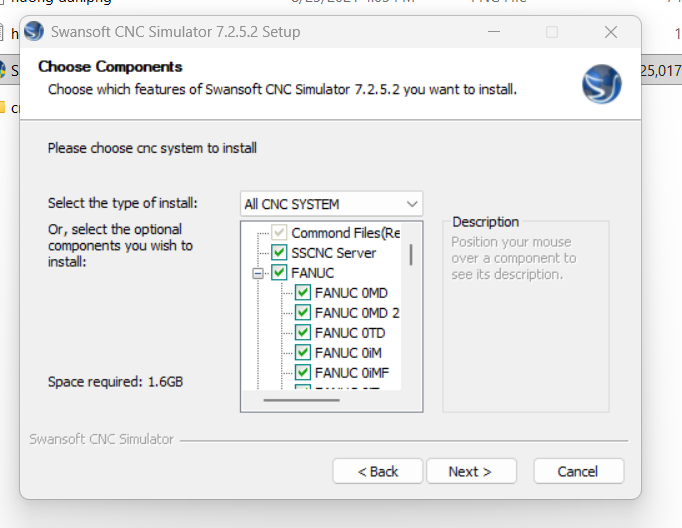
Bước 3: Lựa chọn hệ điều hành CNC (Components)
- Tại mục “Select the type of install”, bạn có thể để mặc định là All CNC SYSTEM để cài đặt đầy đủ các bộ điều khiển (Fanuc, Sinumerik, Mitsubishi…). Nhấn Next.
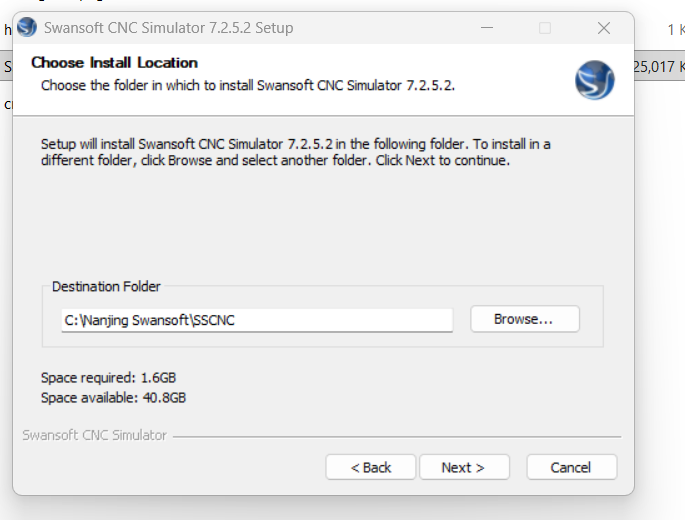
Bước 4: Chọn vị trí cài đặt
- Mặc định phần mềm sẽ cài vào ổ
C:\Nanjing Swansoft\SSCNC. Nếu không cần thay đổi, hãy nhấn Next. - Lưu ý: Đảm bảo ổ cứng còn trống ít nhất 1.6GB.
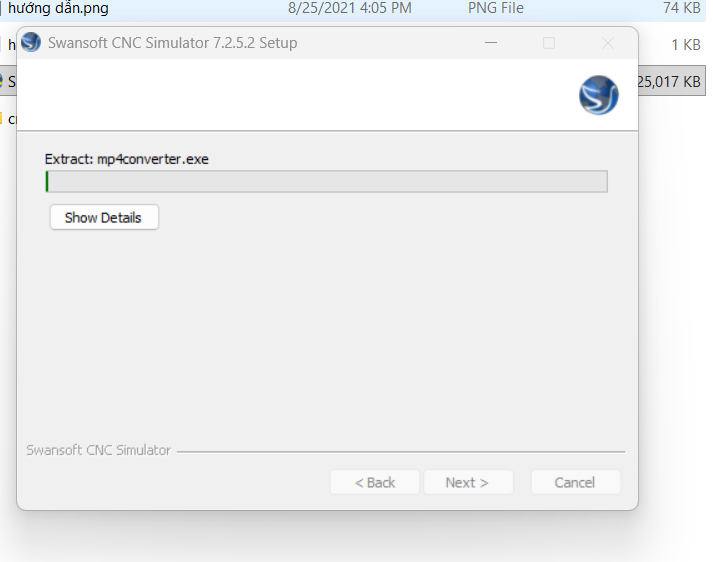
Bước 5: Quá trình giải nén và cài đặt
- Phần mềm sẽ tiến hành giải nén các tệp tin hệ thống. Vui lòng chờ trong giây lát cho đến khi thanh tiến trình chạy xong.
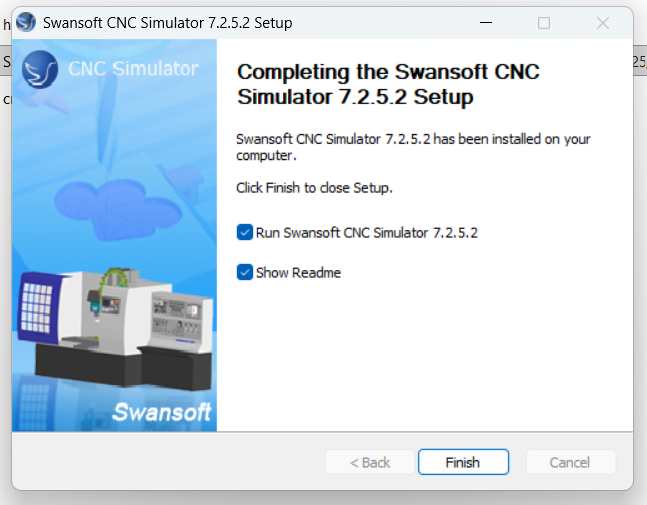
Bước 6: Hoàn tất cài đặt
- Khi xuất hiện thông báo “Completing the Swansoft CNC Simulator Setup”, nhấn Finish để đóng trình cài đặt.
Giai đoạn 2: Khởi động và Thiết lập máy thực tế
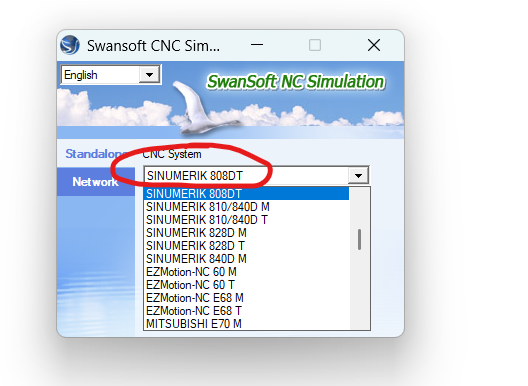
Bước 7: Chọn hệ điều khiển máy
- Mở phần mềm lên, tại mục CNC System, bạn click chọn model máy cần mô phỏng. Theo hướng dẫn, chọn SINUMERIK 808DT. Sau đó nhấn nút để vào giao diện máy.
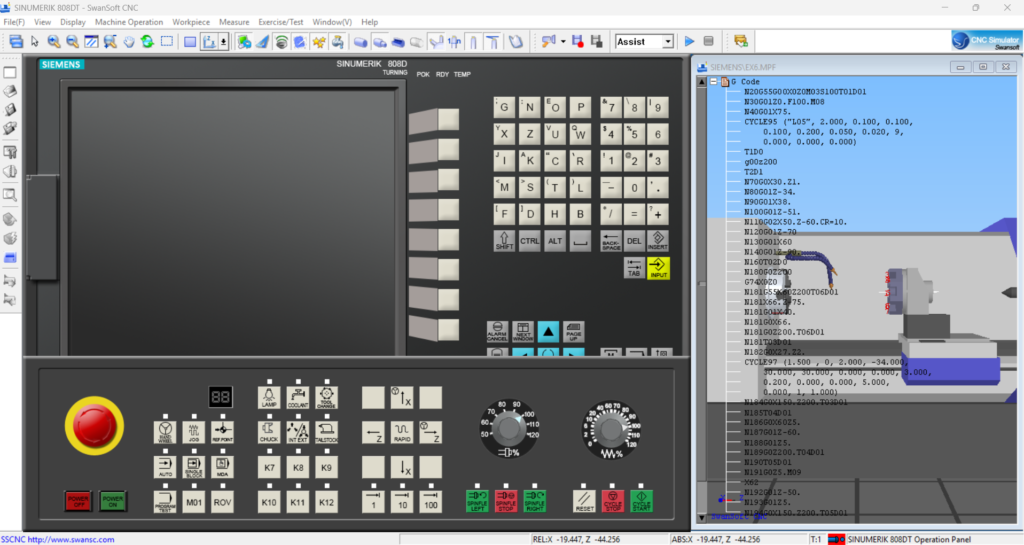
Bước 8: Giao diện mặc định
- Sau khi chọn máy, giao diện điều khiển của Sinumerik 808D sẽ hiện ra cùng với cửa sổ mô phỏng 3D bên cạnh.
Bước 9: Cấp nguồn và giải phóng dừng khẩn cấp (EMS)
- Để máy có thể hoạt động, bạn cần thực hiện 2 thao tác quan trọng trên bảng điều khiển:
- Nhấn nút POWER ON (màu xanh).
- Click vào nút dừng khẩn cấp Emergency Stop (nút màu đỏ lớn) để xoay và giải phóng nó (Release).
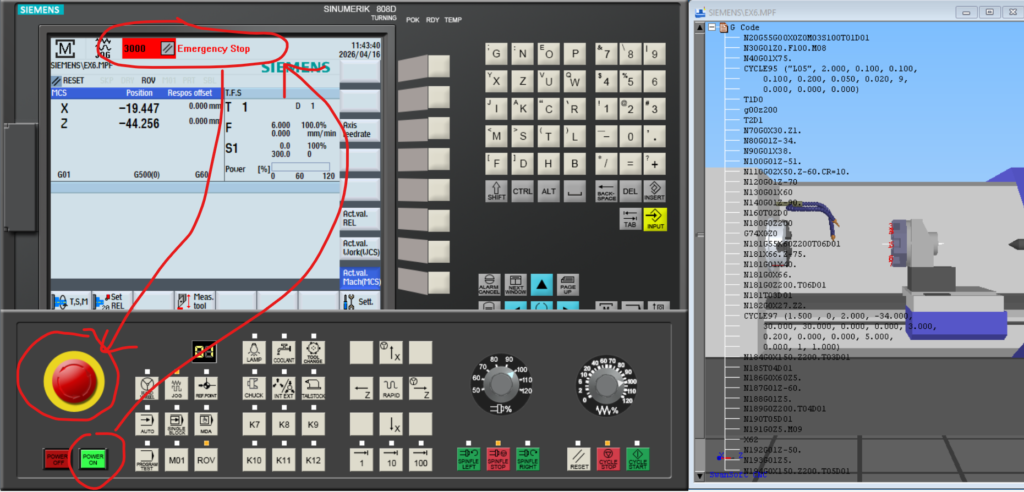
Bước 10: Kiểm tra trạng thái máy
- Quan sát trên màn hình điện tử (Numeric panel). Nếu dòng chữ báo lỗi “Emergency Stop” màu đỏ biến mất, máy đã sẵn sàng để vận hành và thực hiện các lệnh G-Code.
Lưu ý: Luôn đảm bảo bạn đã giải phóng nút Dừng khẩn cấp trước khi nạp chương trình, nếu không máy sẽ không thực hiện lệnh.
HƯỚNG DẪN VẬN HÀNH VÀ THIẾT LẬP TỌA ĐỘ (OFFSET)
Giai đoạn 3: Trở về điểm tham chiếu và Vận hành thủ công
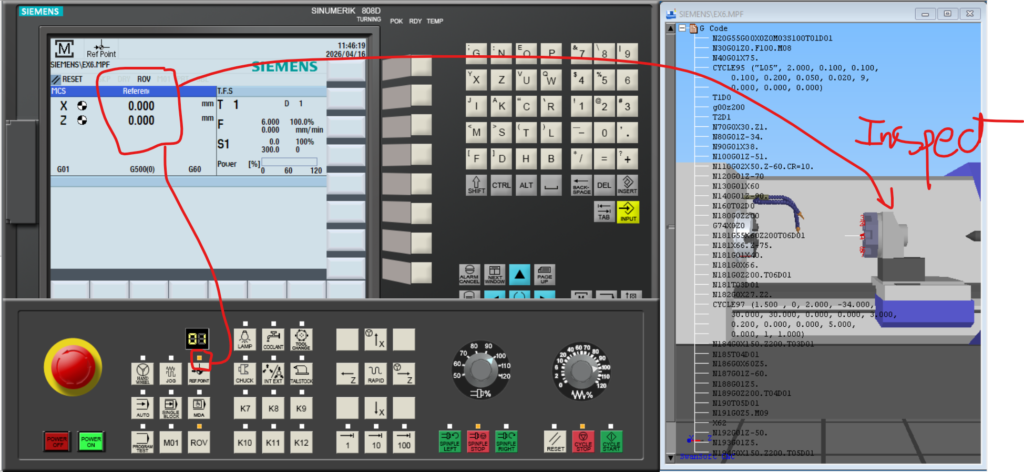
Bước 11: Đưa trục về điểm 0 máy (Reference Point)
- Chọn chế độ Ref. Point trên bảng điều khiển.
- Nhấn các nút hướng trục +X và +Z để đưa đầu dao về vị trí gốc máy (Zero Position). Khi các trục đã về 0, biểu tượng vòng tròn tọa độ trên màn hình sẽ sáng lên.
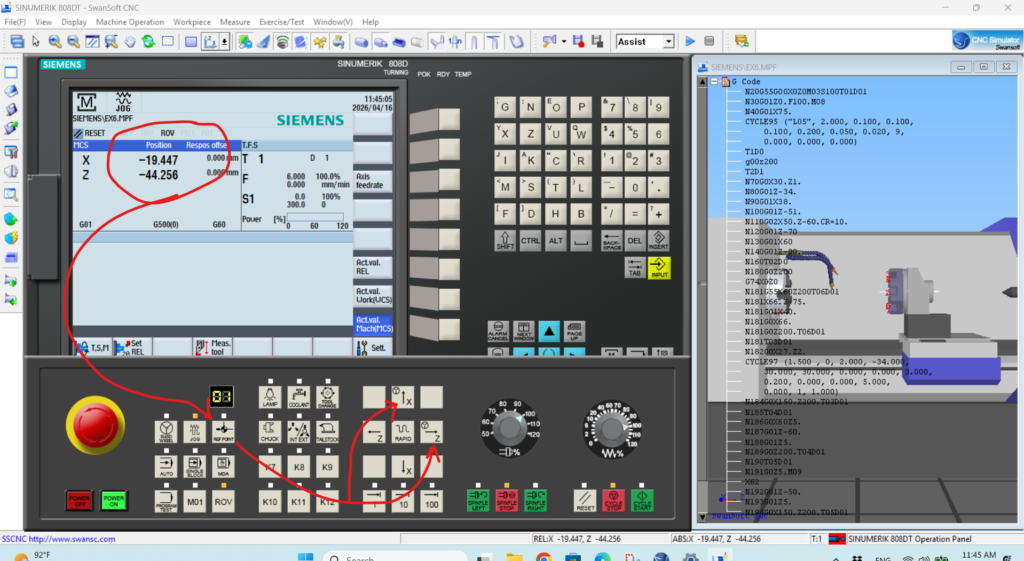
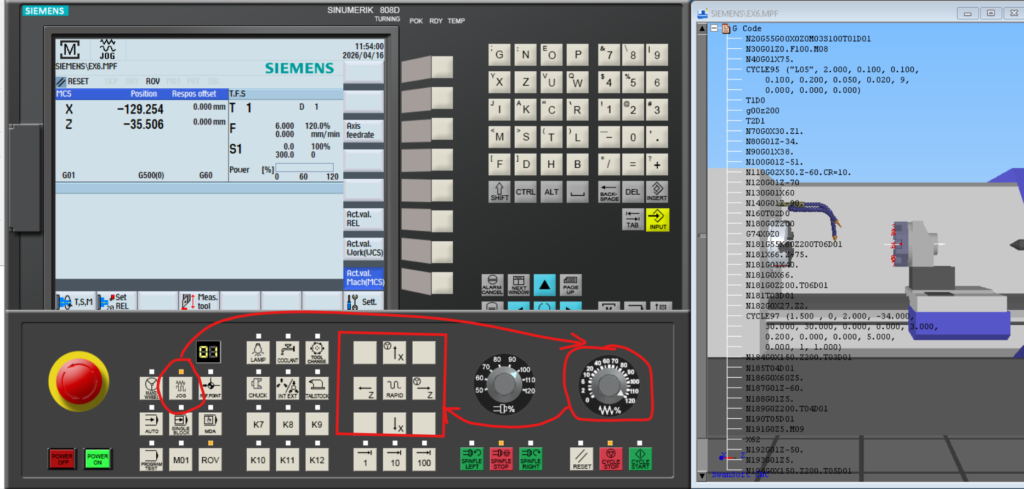
Bước 12: Di chuyển trục ở chế độ JOG
- 12.1: Tốc độ bước tiến (Increment): Chọn chế độ JOG, sử dụng các nút hệ số x1, x10, x100 để thay đổi độ phân giải di chuyển mỗi khi nhấn nút trục.
- 12.2: Điều chỉnh Feedrate: Sử dụng núm xoay tỷ lệ phần trăm (%) để tăng hoặc giảm tốc độ di chuyển của dao nhanh hay chậm tùy theo mục đích kiểm tra.
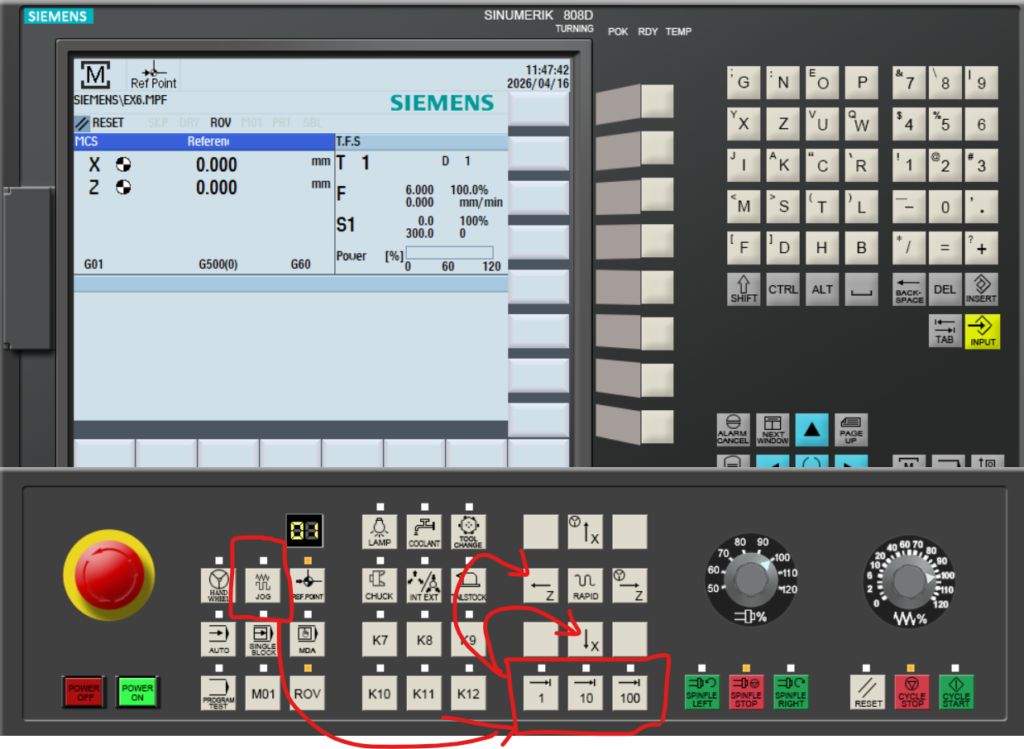
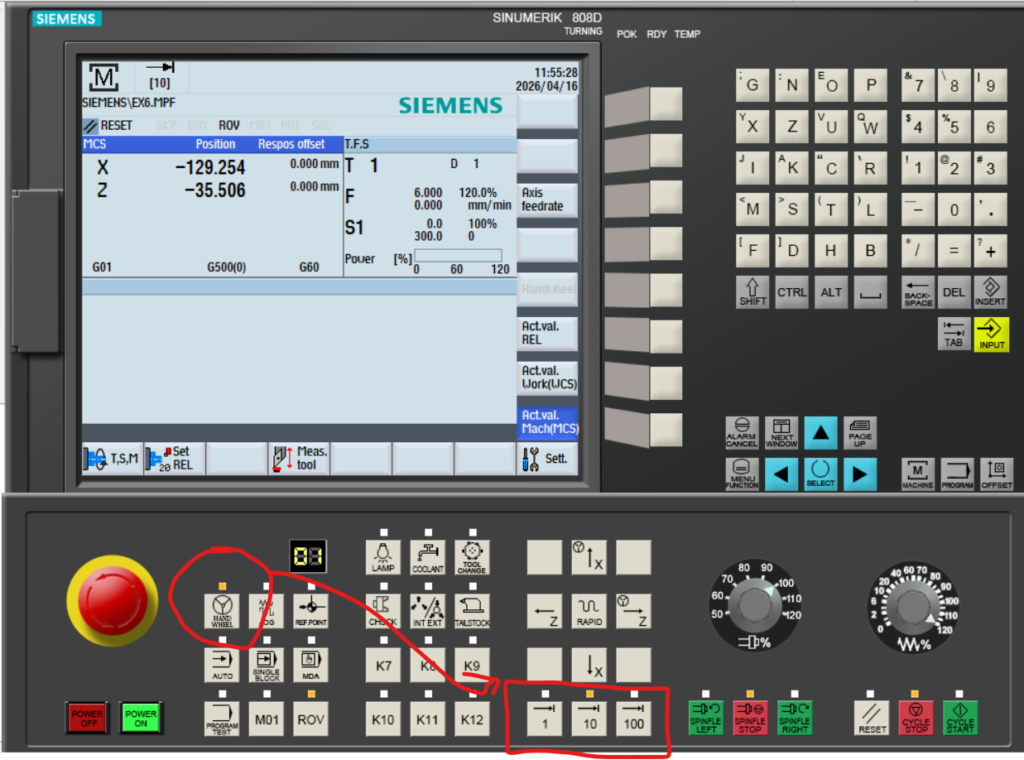
Bước 13: Sử dụng tay quay (Handwheel)
- Chuyển sang chế độ Hand wheel.
- Chọn trục muốn di chuyển (X hoặc Z) và chọn hệ số nhân độ phân giải (x1, x10, x100). Sau đó xoay tay quay trên bảng điều khiển để điều chỉnh vị trí dao một cách tỉ mỉ.
Giai đoạn 4: Thiết lập Offset Dao và Phôi
Bước 14: Lấy gốc tọa độ phôi thủ công
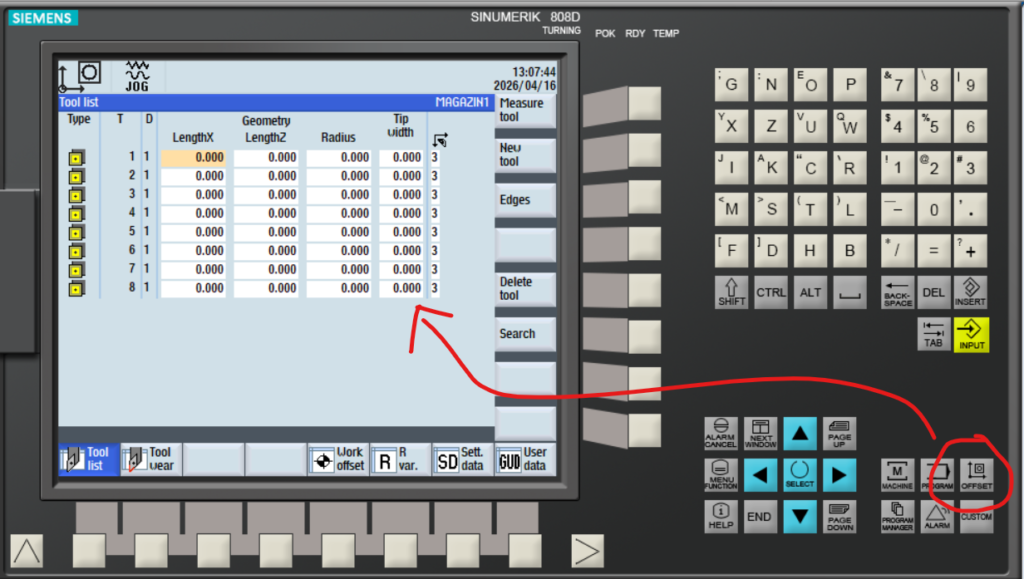
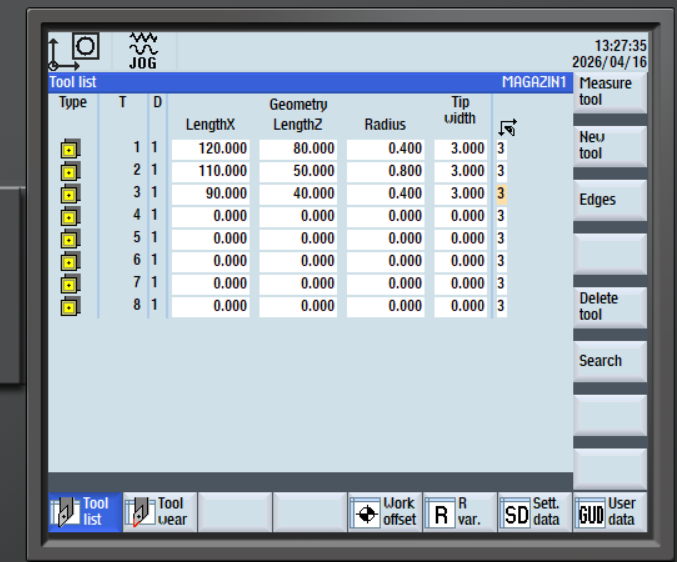
- 14.1: Mở bảng Offset: Nhấn phím chức năng Offset trên màn hình để vào menu thiết lập thông số dao và điểm Zero của phôi.
- 14.2: Chạm dao vào phôi: Trong chế độ JOG, di chuyển dao chạm nhẹ vào mặt đầu của phôi (để lấy gốc Z) và chạm vào đường kính ngoài của phôi (để lấy gốc X).
- 14.3: Xác nhận vị trí: Sau khi dao chạm phôi, giá trị tọa độ thực tế sẽ được ghi nhận để chuẩn bị cho bước nhập dữ liệu.
Bước 15: Nhập thông số tọa độ (Workpiece Offset)
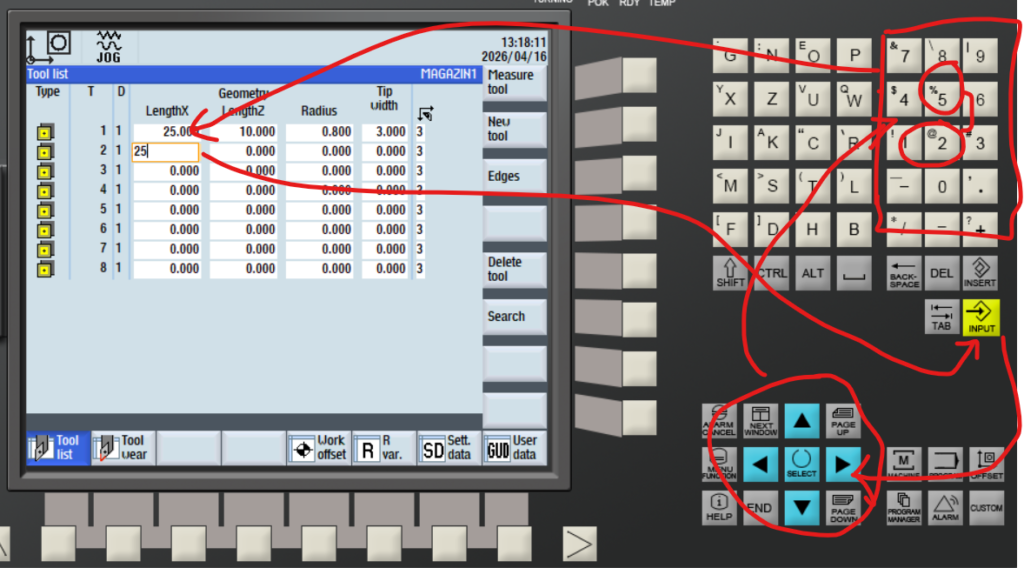
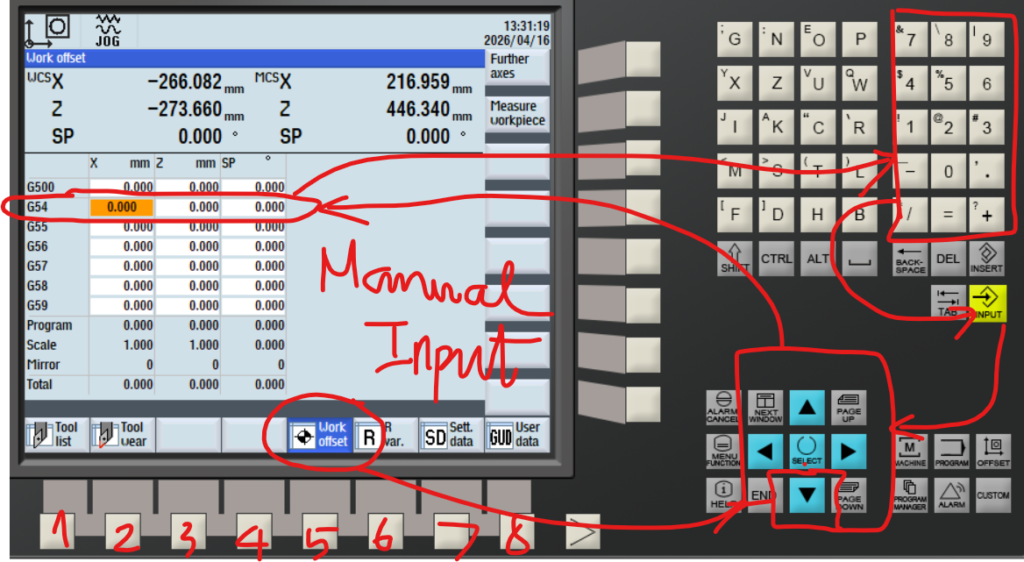
- 15.1: Nhập dữ liệu tay (Manual Input): Vào mục Workpiece, chọn bảng G54 (hoặc G55…). Nhập giá trị tọa độ X, Z trực tiếp vào bảng sau đó nhấn Input để xác nhận điểm gốc phôi.
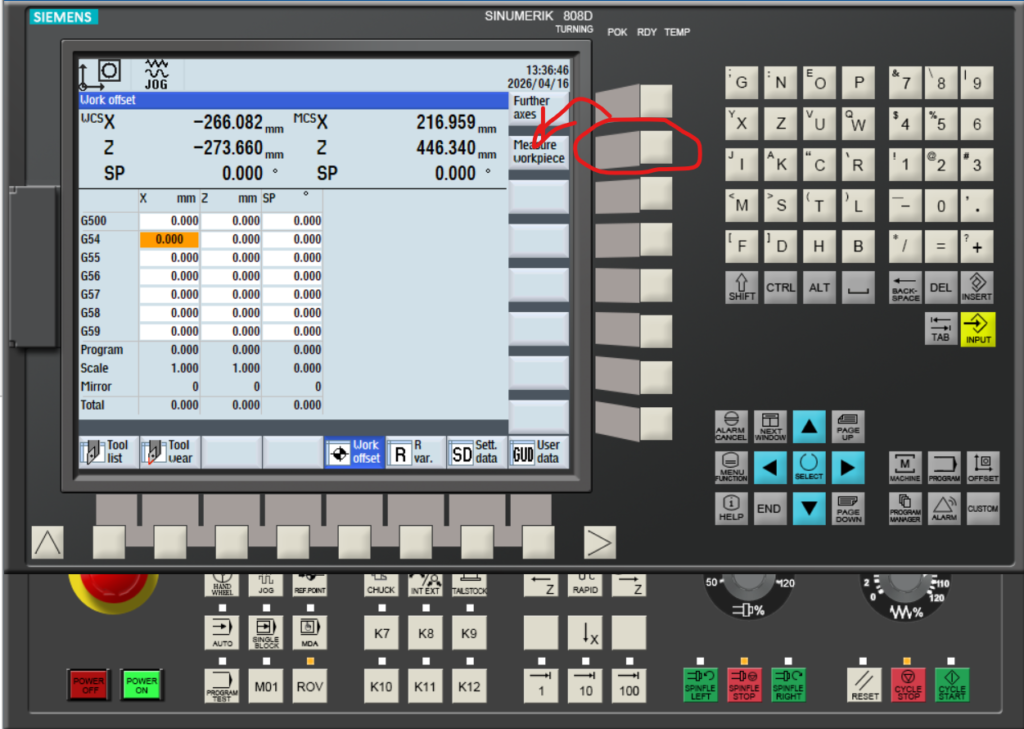
- 15.2: Đo dao tự động (Measure Tool): Sử dụng chức năng Measure Tool trên màn hình. Bạn nhập kích thước thực tế của phôi (ví dụ: đường kính phôi), phần mềm sẽ tự động tính toán khoảng cách offset giữa mũi dao và tâm phôi (trục X) hoặc mặt đầu phôi (trục Z).
Mẹo nhỏ khi thực hiện:
- Khi chạm dao vào phôi (Bước 14.2), nên sử dụng tốc độ thấp (x1 hoặc x10) để tránh va chạm làm hỏng dao ảo.
- Luôn kiểm tra kỹ bảng G54 sau khi nhập để đảm bảo tọa độ phôi đã được cập nhật chính xác trước khi chạy chương trình tự động.
HƯỚNG DẪN CẬP NHẬT G54, CHỈNH SỬA CHƯƠNG TRÌNH VÀ VẬN HÀNH
Giai đoạn 5: Hoàn tất thiết lập điểm Zero (WCS)
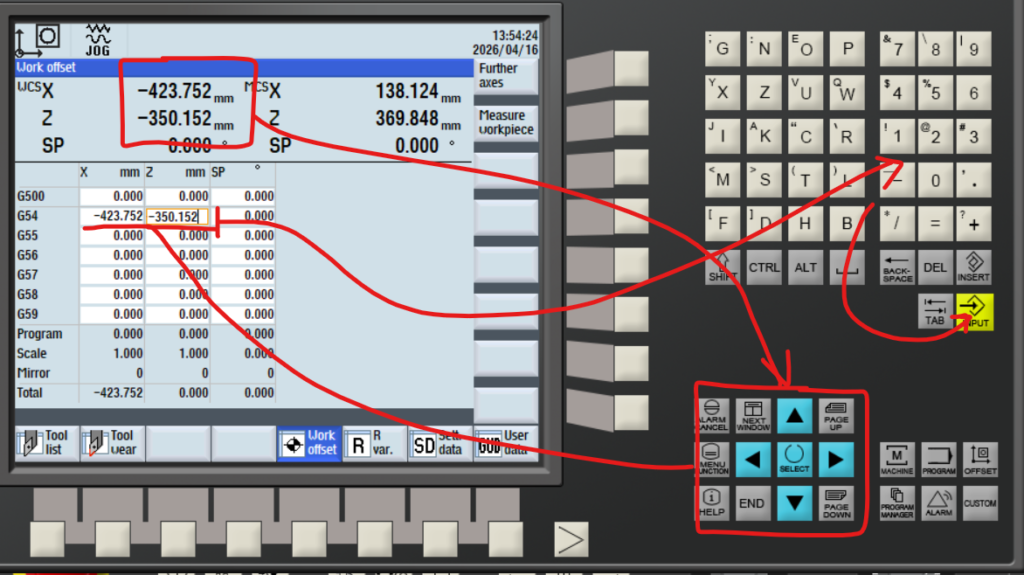
Bước 15.3: Đo tọa độ phôi và xác nhận WO
- Sau khi dao đã chạm phôi, sử dụng chức năng đo trên màn hình để xác định giá trị tọa độ X và Z.
- Nhấn phím chức năng Set WO (Work Offset) để máy ghi nhớ vị trí hiện tại của dao so với gốc phôi.
Bước 15.4: Cập nhật thông số vào bảng G54
- Kiểm tra lại bảng Work Offset. Đảm bảo các giá trị X, Z đo được từ hệ tọa độ phôi (WCS) đã được nạp chính xác vào dòng G54. Đây là điểm gốc quan trọng để máy hiểu vị trí bắt đầu gia công.
Giai đoạn 6: Chỉnh sửa chương trình (Program Edit)
Bước 16.1: Truy cập và mở tệp chương trình
- Nhấn phím Program trên bảng điều khiển.
- Sử dụng các phím mũi tên để di chuyển danh sách và chọn tệp chương trình (ví dụ:
EX6.MPF). Nhấn phím Input (hoặc nút mở rộng trên màn hình) để mở nội dung code.
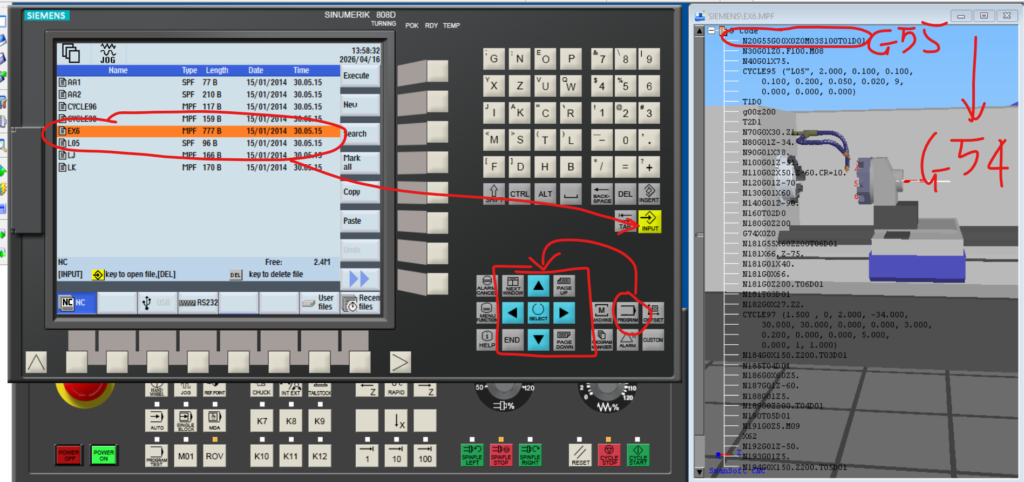
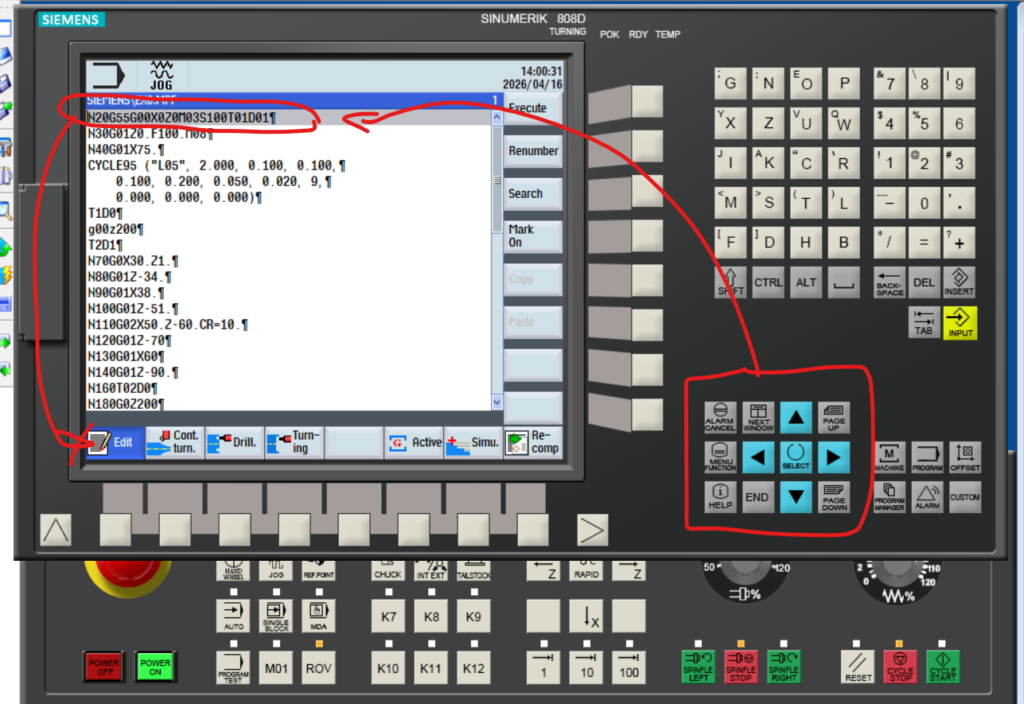
Bước 16.2: Chỉnh sửa mã lệnh G-Code
- Trong giao diện soạn thảo, sử dụng bàn phím để thay đổi các câu lệnh cần thiết.
- Ví dụ: Chỉnh sửa từ lệnh gọi gốc tọa độ
G55sangG54để đồng bộ với bước thiết lập trước đó. Sử dụng phím Input để xác nhận các thay đổi trên từng dòng.
Giai đoạn 7: Chế độ tự động và Vận hành máy
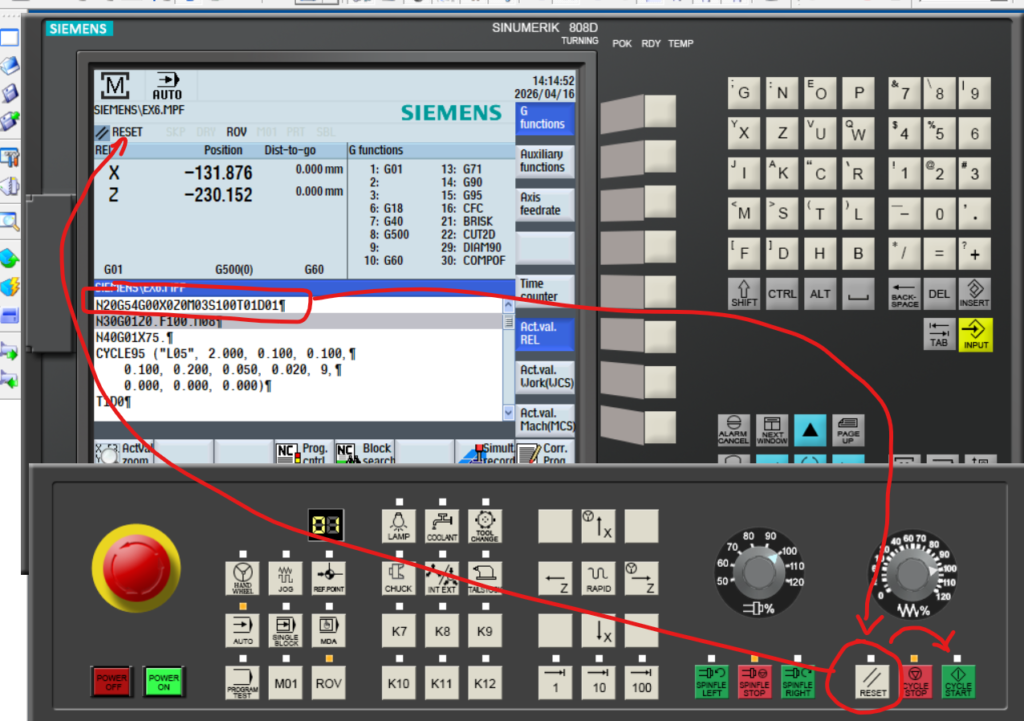
Bước 16.3: Kiểm tra trạng thái và Reset máy
- Nhấn biểu tượng hình máy CNC trên bảng điều khiển để quay lại màn hình chính.
- Quan trọng: Nhấn nút RESET (màu xanh/trắng) để làm mới trạng thái chương trình, đưa con trỏ về dòng lệnh đầu tiên và đảm bảo không còn lỗi hệ thống nào treo.
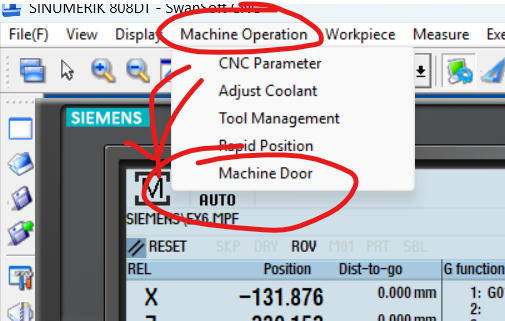
Bước 16.4 & 16.5: Đóng cửa máy (Safety First)
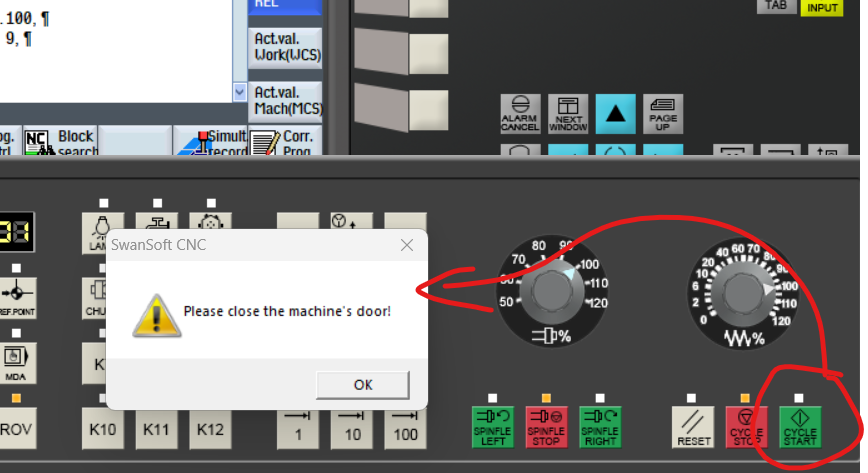
- Để máy có thể vận hành ở chế độ tự động, bạn phải đảm bảo cửa máy đã được đóng kín. Sử dụng biểu tượng đóng cửa trên thanh công cụ của phần mềm để đóng buồng gia công.
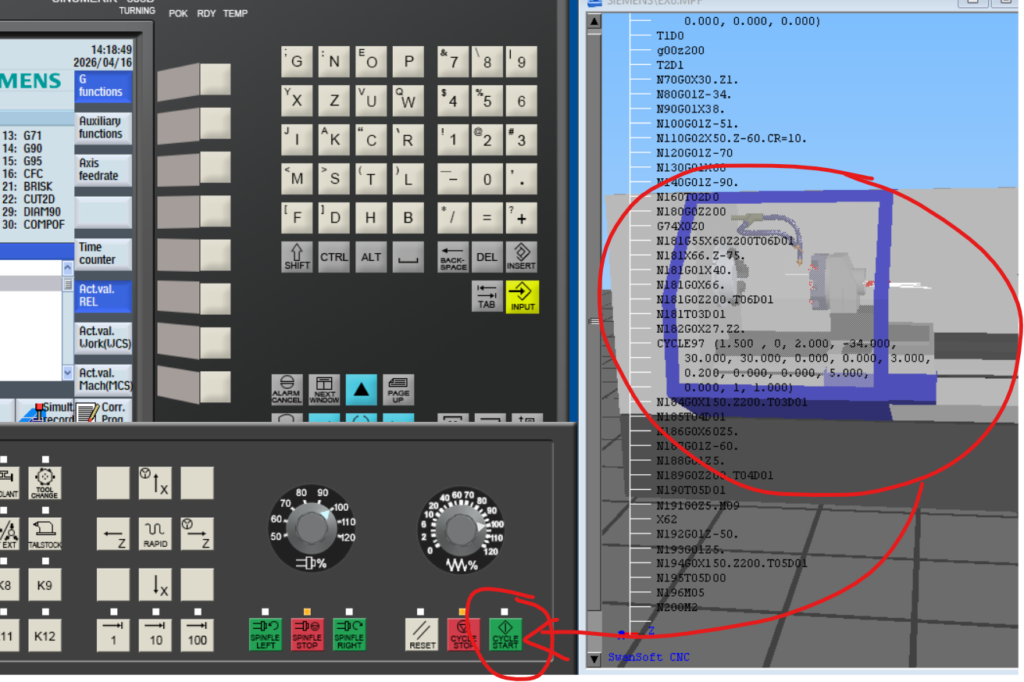
Bước 16.6: Bắt đầu chu trình gia công (Cycle Start)
- Chuyển máy sang chế độ AUTO (Tự động).
- Nhấn nút CYCLE START (nút màu xanh lá cây có hình tam giác). Máy sẽ bắt đầu thực hiện các dòng lệnh G-Code để gia công chi tiết theo đúng thiết lập.
Tổng kết quy trình thực tế (Lathe CNC Sinumerik 808D)
Hình ảnh cuối cùng minh họa một chiếc máy tiện thực tế sử dụng hệ điều khiển Sinumerik 808D. Việc thực hành nhuần nhuyễn trên mô phỏng với các bước: Cài đặt -> Về Ref -> Offset Dao/Phôi -> Chỉnh sửa Code -> Chạy máy sẽ giúp bạn tự tin vận hành máy thật ngoài xưởng.
Lưu ý cuối cùng: Luôn để tay gần nút Emergency Stop (Dừng khẩn cấp) trong lần chạy chương trình đầu tiên để phòng ngừa các va chạm ngoài ý muốn.
Leave a Reply